


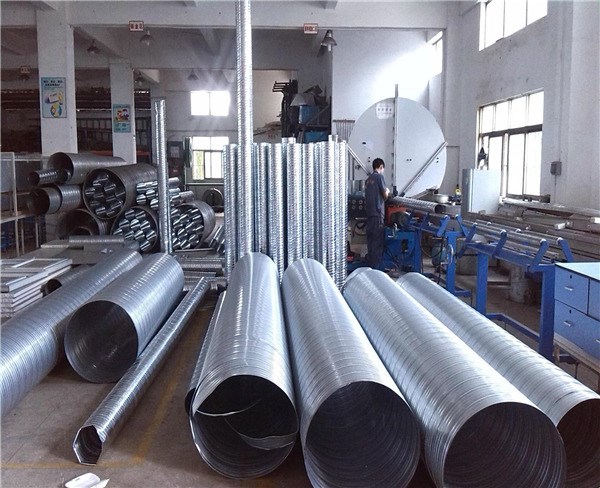
螺旋风管制作工艺
1、划线要据风管的不同尺寸形状和规格分别进行,同时对一段风管要完整进行,防止划线错孔和下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀进行剪切。
3、剪切时,马鞍山风管,手严禁伸入机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,风管制作,手离刀口不得小于5cm,风管设计,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、、铆钉连接、焊接等不同方法。
6、咬口宽度和留量要根据板材厚度而定。







在螺旋风管加工中会因为对螺旋风管的规格和客户的要求,导致螺旋风管加工中的板材的损耗,那螺旋风管加工中的板材要怎么减少损耗呢?
1、在制作螺旋风管前要先仔细了解图纸上的螺旋风管结构和规格,便于在裁板材的时候造成不必要的浪费,这也是减少损耗*关键的一步。
2、减少螺旋风管设计中有些可以不必要去复杂化的布局,这样可以减少整体上不必要的材料浪费和走向复杂(当然这点要经过业主方的同意)。
3、螺旋风管在连接的时候距离尽量*化,特别是小支管可以按板材的长度进行加工,这样能节省螺旋风管辅料的浪费还可以加快螺旋风管制作的进度。
4、整理异性螺旋风管集中统一制作,风管厂家,尽量先制作异性更管,这样可以把在异性螺旋风管制作中所剩余的大规格板材全部应用到后面的直型管中去。
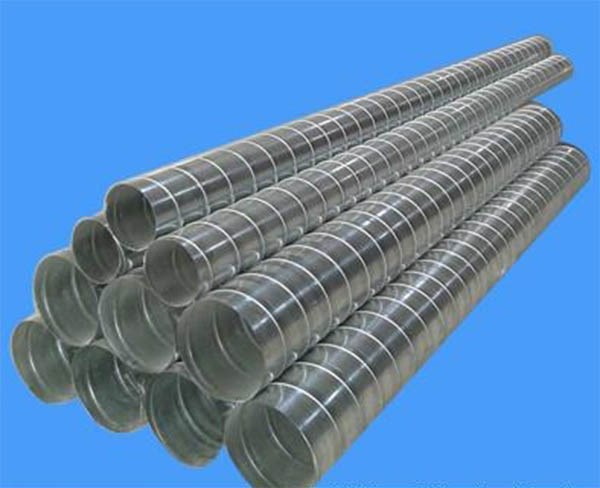
螺旋风管管道的承受压力与其管道制作材料厚度相关,螺旋风管能够承受6000pa的压力,不过实际中一般为3000pa~4000pa,因其材料厚度常为0.5mm~1.2mm。当然也有的需要用到壁厚非常厚的1.5mm以上的,承受压力可至8000pa.
镀锌螺旋风管在机房应用优势
1、可满足机房洁净度要求
2、可清洗、防腐蚀、便于维护
3、低噪音、送风均匀
4、可做精1确送风、将冷风送到设备内部
5、不燃材料,防腐蚀性能好
6、轻质、抗静电、无凝结水






 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


